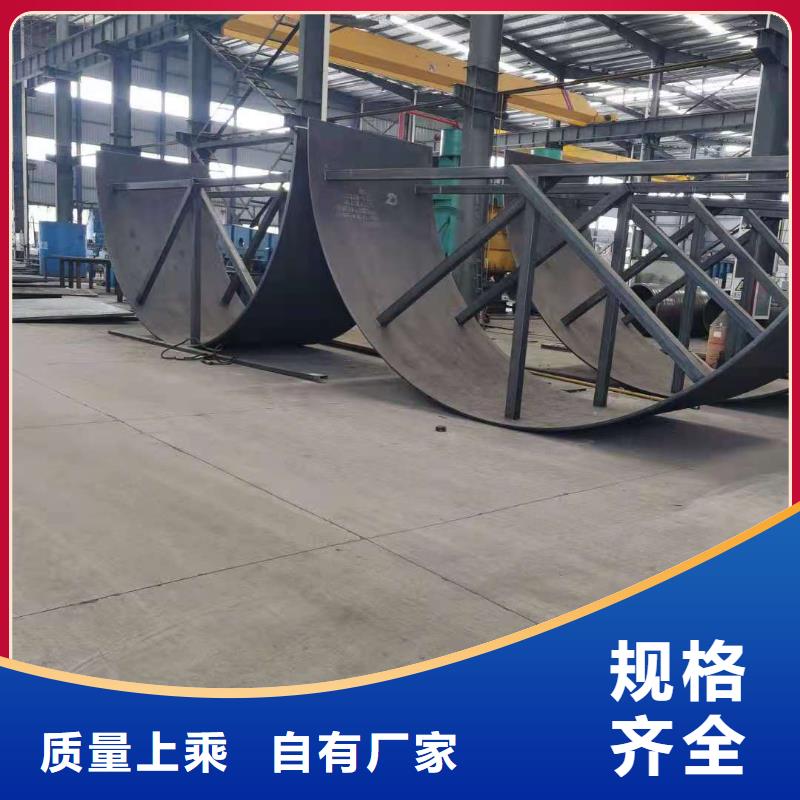
我们的甘肃【当地】耐磨钢板40Cr无缝钢管一件也发货视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:甘肃【当地】耐磨钢板40Cr无缝钢管一件也发货的图文介绍
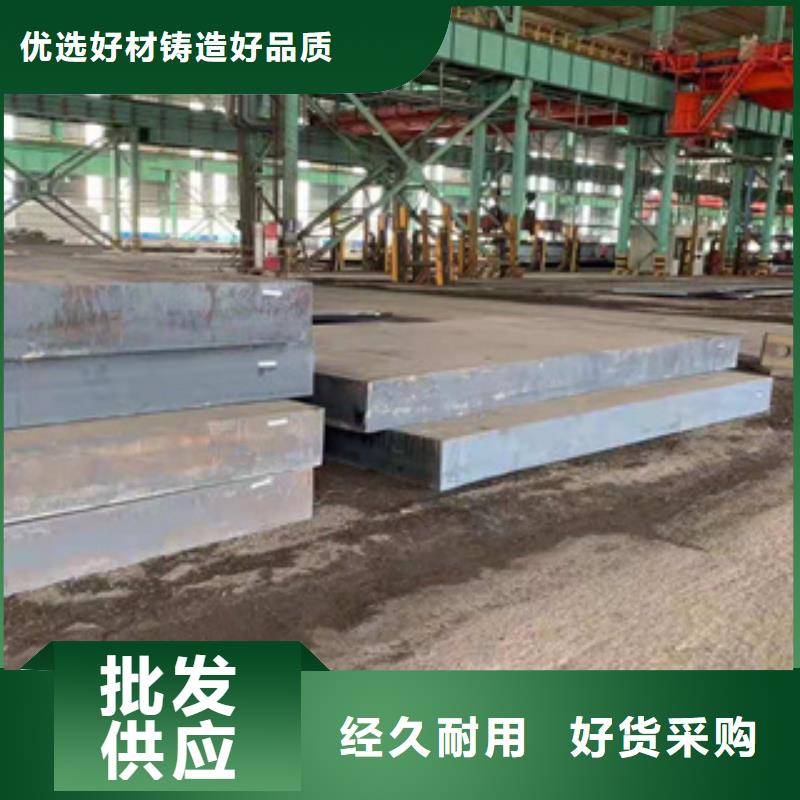
鑫邦源特钢有限公司服务于多家企业单位, 甘肃高压化肥管、产品覆盖国内三十多个省、市地区。成熟的 甘肃高压化肥管、生产工艺,现代化的生产设备,完善的测试手段,以及良好的质量管理体系,确保给用户提供好品质、可靠、低价位、经得住考验的 甘肃高压化肥管、产品。秉承“用心生产”的企业情怀,立足 甘肃高压化肥管、市场、顺应时代、不断做强做优。


其他合金元素的影响W和Mo的作用相似,它既可溶入固溶体形成固溶强化,又可生成碳化物产生弥散强化,W和M0的复合作用对热强性更有效。Ti是强碳化物形成元素。Ti在耐磨衬板中,通过形成极细小而又弥散分布的碳化物和金属间化合物,来达到热强性的目的。 碳化铬耐磨板中的硫和磷,除在易切削耐磨板中作为合金元素外,一般是作为有害杂质对待的。标准中一般规定,[S]0.030%,[P]0.035%。硫硫在碳化铬耐磨板中的溶解度很低,室温下0.01%,过量的硫将大量形成硫化物非金属夹杂。 硫可与耐磨板中的铁、镍等形成低熔点(<1000℃)的共晶并沿晶界分布。在碳化铬耐磨板的热加工过程中,由于硫化物共晶已呈熔融状态,常常导致钢板的热塑性下降并引起沿晶界的开裂。轻则表面缺陷增加,磨削量加大,成才率降低,重则造成大量废品。 硫可增加钢板的易切削性,但硫的加入将显著降低钢板的耐点蚀性。在具有特殊要求的级和尿素级碳化铬耐磨板中,对钢板中硫含量规定应0.010%或0.015%,实际控制都希望在0.005%。磷磷在耐磨板中有相当的溶解度。



定位焊道长度应不小于40mm。焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。Ni5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。⑤Ni5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行消除应力热处理。 防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不。 长时间使用不同的复合耐磨板,则钢板的表面会存在很多物质,如果不加以处理而直接使用的话,钢板的使用效果势必会受到影响。但针对这些不同物质的清洗,采用的方式也是不同的,大家懂得区分并掌握。其中夹带的多的应该就是粉尘,但是这也是容易去除的物质,只需用水或碱性溶液就能的去除。 但是,如果尘垢的附着力比较强的话,是用高压水或蒸汽来进行清理。在复合耐磨板的表面,还有一些物质将会是材料产生腐蚀,那就是游离铁,因此必须清除。由于表面铁的来源很多,因此清除的方式也要用不同的,想要得到令人满意的结果,是用干净的纯水或对表面进行洗涤,直到深蓝色消失。



钢板的预热温度为150~280℃。耐磨衬板堆焊后,要求表面平整,焊缝表面凹凸在焊缝任意25mm长度范围内,焊缝表面高低差5mm,并且应无缺陷。钢板焊后保温缓冷至室温,不能将钢板置于风口上冷却。钢板焊后缓冷到45℃以下,装入加热炉中进行回火处理,具体工艺是:升温至500℃,升温、降温速度45℃/h,保温5h后随炉冷却至150℃时出炉,缓冷到室温后检查硬度。 熔池温度,直接影响到耐磨衬板的焊接质量,熔池温度高、熔池较大、铁水流动性好,易于熔合,但过高时,铁水易下淌,单面焊双面成形的背面易烧穿,形成焊瘤,成形也难控制,且接头塑性下降,弯曲易开裂。熔池温度低时,熔池较小,铁水较暗,流动性差,易产生未焊透,未熔合,夹渣等缺陷。 一般焊接双金属耐磨板的方法有四种,分别是气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等方法,大型结构也可采用自动焊。气焊焊接:常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两种钢板,一种是含有脱氧元素的钢板,如钢板27272;另一种是耐磨板和母材的切钢板,采用气剂371作助熔剂。 气焊时应采用中性焰。手工碳弧焊:将工件水道端部加工坡口,把圆孔的周边用铣订加工成单边V型坡口角度45左右,坡口深5至0mm。7个圆堵头的材质要求与工件相同,厚度5毫米,坡口若悬河形状尺寸与双金属耐磨板相同,要求圆堵的机加工精度与水道紧密配合。



目前使用的双金属耐磨板高频感应加热设备设备都是手工操作,感应圈周围工作位的强场都超过现行卫生规定。必须考虑卫生防护的问题;。除接地良好外,.对交变磁扬的防护是用闭合的金属导电外罩回路屏蔽。这是因为闭合路产生的感应电流而产生的磁场减弱了原有的交变磁场。 要求设备生产时,变压器必须放在机壳内.,但现有的一些设备,变压器在机箱外,对工作人员有较大的影响。使用人员,不宜用微波防护服,因防微波外套穿在身上,躯体部位不形成闭合回路,不能产生感应电流,只对静电场有一些作用。 为了减轻复合耐磨板自身重量,所使用的钢材不断向高强化发展。耐磨板发展初期,由于不考虑焊接性,钢钢板强度经济的方法是钢材的碳含量。20世纪以后,为防止桥梁距不断增大导致过大的部件截面,以及为了防止船舶大型化后造成钢板的重量与排水量之比的上升,复合耐磨板因具有高的许用应力而得以应用。 复合耐磨板性能的途径包括:合金强化、组织强化(如淬火+回火)、控轧控冷工艺(TMCP)、淬火+自回火控制轧制(QST)。新的冶炼的进步,促进了新一代钢种的诞生。合金强化。通过在钢板中加入合金元素的固溶强化、析出强化、细晶强化,钢板的强度和韧性;通过正火细化晶粒、均匀组织,进一步钢板的塑性和韧性。




 扫一扫
扫一扫